Plateforme Micro et Nano-fabrication

La micro et nano-fabrication est au cœur des recherches et développements d’une très large majorité des activités de l’unité : mesures de magnétotransport, dans l’ADN du Laboratoire Albert Fert, imagerie magnétique, jonctions tunnels spintronique et supraconductrices, etc.
Les différents instruments disponibles sont décrits succinctement dans la suite avec un focus plus détaillé sur la microfabrication avec le rayonnement synchrotron-LIGA, développée et animée par Fayçal Bouamrane (IR CNRS).
En plus des instruments spécifiques listés ci-après, la salle blanche commune avec d’autres unités et groupes de Thales RT dispose des habituels outils pour la lithographie : sorbonnes et paillasses de chimie (développements, attaques chimiques, etc.), enduction centrifuge (spin coating), plaques chauffantes, bains à ultrasons, microscopes optiques, etc. Divers autres outils sont disponibles (après formation), tels que microscopie optique, profilométrie, interférométrie, gravure par plasma « réactif », dépôts de métaux par évaporation, etc.

Lithographie UV
— Responsables : S. Collin, S. Mesoraca
Deux aligneurs de masques (MJB4 et MJB3 de SUSS MicroTec) sont disponibles dans notre salle blanche pour la photolithographie UV haute précision (> 0.5 µm) sur des wafers/substrats de taille standard ainsi que des formes irrégulières et des épaisseurs diverses.
Lithographie laser
— Responsable : S. Collin
Le laboratoire est équipé d’une lithographie laser à écriture directe pour la fabrication de dispositifs. Avec une résolution d’environ 1 µm, cet équipement très utilisé permet la réalisation de dispositifs très variés (absence de masque physique) tout en restant très ergonomique et ouvert à tous les utilisateurs préalablement formés.


Lithographie Smartprint
— Responsables : J. Trastoy, N. Reyren, J. Briatico
Nous avons acquis mi-2019 une première version d’un instrument de lithographie UV par projection (sans contact, donc) de la startup française SmartForce, la Smart Print. Le principe est simple : un projecteur détourné (l’objectif de projection est remplacé par un objectif de microscope) projette des images « fullHD » (bleues) des masques photolithographiques sur une surface de quelques mm² (selon l’objectif choisi). Lorsque le motif dépasse la taille d’un champ, la machine peut raccorder divers champs, avec toutefois des limitations au niveau de la précision des raccords (1-2 µm). Au vu de l’énorme succès de la machine, une seconde a été acquise (livrée en mars 2022), la SP-UV Microlight3D avec une meilleure plate-forme porte-échantillon (améliorant la précision des raccords de champ (< 200 nm), et utilisant une source UV diode plus puissante et permettant d’exposer les résines sensibles aux lignes i, h and g. La résolution latérale « réelle » est de 1 à 2 µm selon les géométries.
Lithographie électronique
— Responsables : S. Collin, S. Mesoraca
Notre laboratoire est équipé d’un Raith PIONEER Two : un système de lithographie à faisceau d’électrons (EBL) intégré à un microscope électronique à balayage (MEB) avec une tension d’accélération maximale de 30 kV. Il est aussi doté d’une platine contrôlée par interféromètre laser de très haute précision et des détecteurs d’électrons secondaires in-lens, rétrodiffusés (AsB).


Gravure par bombardement ionique (IBE)
— Responsable : S. Mesoraca
Nous disposons d’un système de gravure ionique PLASSYS MU600S. Il fonctionne avec des ions Ar accéléré entre 200 et 700 eV pour des échantillons jusqu’à 4’’ de diamètre avec porte-substrat planétaire, tiltant (0-90°) et refroidi (>2°C). Grâce à la spectroscopie de masse associée (SIMS, Hidden Analytical), il est possible de stopper la gravure dans des couches spécifiques aussi fine que quelques nm d’épaisseur. La présence d’un canon de pulvérisation cathodique in-situ permet de déposer une couche sur la zone fraîchement gravée.
Microfabrication avec le rayonnement synchrotron-LIGA
— Responsable : F. Bouamrane
La réalisation de microstructures nécessite parfois de pouvoir combiner des résolutions spatiales micrométriques et des hauteurs de structures de plusieurs dizaines voire centaines de micromètres. Les technologies classiques (écriture électronique, lithographie laser, UV…) ne permettent pas l’obtention simultanée des propriétés suivantes : grande profondeur de champs, parois verticales, hauteurs accessibles importantes (> quelques 10 µm à quelques 100 µm), rapport de forme élevé (>10). Le procédé LIGA (acronyme allemand pour les trois étapes successives : lithographie, électroformage et moulage) en utilisant les rayons X issus du rayonnement synchrotron bénéficie de deux propriétés uniques : une source extrêmement intense et très faiblement divergente, qui vont être mis à profit pour réaliser cette micro-structuration unique.

Un peu d’histoire : l’activité LIGA s’est développée en France au LURE (Orsay) sous l’impulsion de Stephan Megtert, DR CNRS au début des années 1990 avec une très forte collaboration avec les laboratoires allemands (IMM à Mayence) et l’IMT à Karlsruhe. L’équipe LIGA (3 personnes) a rejoint l’Unité Mixte de Physique CNRS-Thales en 2005 après la fermeture du LURE. Actuellement Fayçal Bouamrane, IR CNRS, reste le seul acteur et le principal détenteur du savoir-faire de cette activité en France en s’appuyant sur une forte collaboration du laboratoire SOLEIL.
Ce qui existe : une ligne de lithographie aux rayons X est implantée sur la ligne Métrologie de SOLEIL depuis 2009. Elle permet de faire la première étape du LIGA, la lithographie aux rayons X. Cette ligne, fruit de plusieurs évolutions depuis son implantation, offre la possibilité unique de travailler sur le même équipement sous faisceau blanc (toutes les énergies de 3 à 45 keV) et de travailler en mode monochromatique (choix d’une énergie spécifique entre 3 et 45 keV). Elle dispose pour cela d’une fenêtre double de béryllium refroidie d’une épaisseur de 200 µm. Le mode faisceau blanc permet grâce à un flux de photons important d’exposer des résines épaisses (jusqu’au mm) dans un temps court (une heure environ) mais les résolutions latérales sont limitées à quelques µm. Le mode faisceau monochromatique permet en fonction de l’énergie choisie, de réaliser des lithographies en niveau de gris ou avec des résolutions sub-micrométriques. Par contre les épaisseurs des résines à exposer sont plus fines (quelques dizaines de µm maximum), le flux de photons est moindre, ce qui nécessite des durées d’expositions relativement importantes (une dizaine d’heures environ suivant la sensibilité des résines). Les tailles de faisceau actuellement disponibles ont une largeur (horizontale) de 65 mm ce qui permet avec le mode de balayage du scanner d’exposer verticalement sur une hauteur de 100 mm, soit un échantillon de diamètre de 3 pouces en standard, voir 4 pouces dans certaines conditions.
La station de lithographie a été upgradée entre 2018 et 2020 afin de la moderniser (vide, déplacement de précision et thermalisation de l’échantillon…) et de pouvoir piloter l’ensemble de la procédure de lithographie de manière complètement autonome en utilisant les protocoles contrôle-commande SOLEIL tout en assurant une sécurité optimale des expériences.
Les savoir-faire : La technologie LIGA nécessite le développement et la fabrication de masques spécifiques pour la lithographie aux rayons X. En effet ces masques ne sont pas des produits commerciaux et doivent être fait à façon.
Un masque LIGA doit répondre aux spécificités suivantes :
- constitué d’un matériau rigide, membrane, qui soit plane, de rugosité contrôlée (idéalement, un Ra de quelques centaines de nm) et présentant deux faces parallèles sur une surface de plusieurs cm2. De plus, ce matériau doit être transparent, et ne pas présenter de danger ou toxicité pour leurs utilisateurs. Ce sont des matériaux ayant un petit numéro atomique (typiquement à base de carbone, silicium…). Le type de matériau et les spécificités (épaisseur, rigidité, rugosité…) seront choisis en fonction des conditions de réalisation : énergie et intensité des rayons X, résolution recherchée…
- ce masque sera recouvert de motifs absorbants les rayons X utilisés tout en ayant des géométries variables avec des dimensions centimétriques à micrométriques et eux-mêmes structurés avec des détails parfois micrométriques voir sub-micrométriques. Ces motifs seront constitués de matériaux ayant un numéro atomique élevé (platine, or, plomb…) et ne présentant pas de risques particuliers à leur usage. Leur épaisseur sera choisie afin de permettre une absorption suffisante des rayons X dans le but d’assurer un contraste adéquat entre les zones transparentes et absorbantes, et ce, afin de reproduire de manière précise les motifs dans tous leurs détails. Pour le procédé LIGA, c’est principalement la résolution de ces motifs qui vont assurer la résolution des objets réalisés. Typiquement en faisceau blanc à SOLEIL, l’épaisseur d’or nécessaire varie entre 15 et 25 µm suivant les résultats recherchés. La technologie de choix pour réaliser ces motifs est l’électro-croissance de matériaux comme l’or, après une procédure de lithographie en UV dans une résine de 20 à 30 µm d’épaisseur. La résolution (le motif le plus petit en taille) d’un masque standard est de 5 µm. Classiquement nous réalisons des masques LIGA à base de membrane en graphite de 300 µm d’épaisseur ou en verre de 20-50 µm d’épaisseur (donc optiquement transparente afin de pouvoir envisager un alignement multi-niveaux).
Les épaisseurs de résines utilisées, et c’est là une spécificité du LIGA, permettent des lithographies sur quelques dizaines à quelques centaines de micromètres de profondeur, voir le mm, ce qui nécessite aussi un savoir-faire particulier pour les préparer.
Il se décline en trois procédés :
- un procédé classique de spin-coating avec des résines commerciales mais qui se limite à des épaisseurs de quelques dizaines de micromètres pour quelques résines (epoxy SU-8, BPN, AZ15nXT…).
- un procédé de coulage de résine en solution sur un banc chauffant dont on peut régler avec précision l’assiette (planéité et horizontalité corrigés au niveau à bulle avec une précision d’environ 0,1 mm/m) afin d’assurer une répartition homogène du dépôt sur le substrat. Ce procédé permet d’atteindre des épaisseurs de résine de quelques dizaines à quelques centaines de micromètres mais nécessite des solutions de résine dont la viscosité soit adaptée aux épaisseurs visées (Epoxy SU-8, BPN, AZ15nXT, solution de PMMA commerciale…).
- enfin un procédé de mise en forme par polymérisation (casting en anglais) qui consiste à faire le mélange des composants d’un polymère, en l’occurrence le PMMA (poly-methyl méthacrylate) et de le couler directement sur un substrat qui aura été au préalable préparé pour recevoir cette couche afin d’en localiser le dépôt et d’en définir grossièrement une épaisseur (jeu de cales…). La réaction de polymérisation peut être choisie afin qu’elle se déroule à température ambiante ou au contraire déclenchée et contrôlée thermiquement dans une étuve en fonction des propriétés recherchées dans le polymère final (réticulation ou pas des chaînes de polymère, contraintes mécaniques internes, qualité de l’adhésion…). Afin d’assurer une épaisseur homogène de la résine sur le substrat une opération de polissage peut s’avérer nécessaire. Un banc de polissage dédié ainsi qu’une tête spécifique de polissage permettant une rectification plane et parallèle sont alors utilisés. Ce procédé permet d’atteindre des épaisseurs de résine de quelques dizaines de micromètres à quelques mm mais est essentiellement adapté au PMMA qui est la résine de prédilection du LIGA.
Vers où on veut aller : tout en recherchant à garder des résolutions latérales de quelques centaines de nanomètres, le but serait de bénéficier d’une source de photons X basse énergie large bande (autour de 2-3,5 keV), soit d’atteindre un flux de photons d’un ordre voir de 2 ordres de grandeurs supérieures au flux de photons issus d’un monochromateur standard en cristal de silicium (111). Ceci permettrait de réduire significativement les durées d’exposition et de pouvoir envisager une fabrication de microstructures pour arriver à une heure d’exposition environ, donc de passer d’un procédé d’étude à un procédé optimisé pour de la micro-fabrication d’un plus grand nombre de pièces.
La fabrication de masques LIGA haute résolution constitués d’une membrane transparente aux rayons X, basse énergie (diamant, Si3N4-SiO2 ou SiC) de quelques µm d’épaisseur maximum sur des ouvertures quelques cm2. Ces membranes doivent être suffisamment solides pour supporter les structures en or constituants les motifs absorbants et parfaitement planes pour assurer la résolution recherchée. Ces masques ne sont pas commerciaux et nécessitent l’utilisation de lithographies de précision pour la réalisation des structures et une électrocroissance d’or de quelques µm. Des collaborations dans le cadre du réseau Renatech (UMPhy-LAAS, D. Bourrier) ont été menées de 2014 à 2018 en utilisant un masqueur UV puis un stepper UV et ont permis de montrer la faisabilité et l’intérêt de ce procédé sur Si3N4-SiO2. A l’avenir la structuration des masques devra se faire par écriture électronique (résolution meilleure que 100 nm).
Les projets de recherche et de développement : l’activité LIGA au cour de ces dernières années s’est principalement articulée autour de deux thèmes majeurs : une activité de recherche dans le domaine des méta-matériaux diélectriques pour le Terahertz (THz) et une activité de développement technologique concernant la lithographie aux rayons X à SOLEIL.
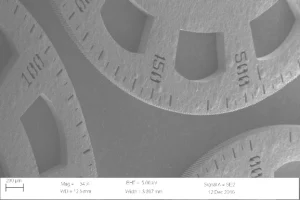
 * L’imagerie et la spectroscopie dans le domaine du THz possède un fort potentiel d’application dans le domaine médical et de la sécurité. Nous avons pour cela exploité les possibilités uniques offertes par les méta-matériaux (matériaux artificiels obtenus par structuration) afin d’obtenir des propriétés électromagnétiques inexistantes à l’état naturel. Au cours du projet TeraMetaDiel (ANR, 2013-2016), nous avions exploité la possibilité de générer dans un diélectrique une perméabilité et une permittivité effective résonnante, le choix du matériau avait été le SrTiO3 (STO). On a mis à profit cette expérience lors du projet TeraCerNuT (MITI, 2020 et 2021) puis le projet DisPoNT (ASTRID, 2022-25) et le choix s’est alors porté sur le TiO2, matériau présentant une moindre absorption dans le THz. La micro-fabrication avec le rayonnement synchrotron, est particulièrement adaptée compte tenu des contraintes imposées (tolérance, précision de positionnement, géométrie). Des moules en PMMA obtenus par la technologie LIGA avec des résolutions micrométriques (Photo de gauche) permettent d’effectuer du micro-moulage à partir de céramique en poudre (IRCER). L’usinage ICP (Induced Coupled Plasma) de substrats en quartz, en collaboration avec TRT, ont servi à faire des essais de frittage de poudre par méthode SPS (Spark Plasma Sintering) et par frittage classique (IRCER).
* L’imagerie et la spectroscopie dans le domaine du THz possède un fort potentiel d’application dans le domaine médical et de la sécurité. Nous avons pour cela exploité les possibilités uniques offertes par les méta-matériaux (matériaux artificiels obtenus par structuration) afin d’obtenir des propriétés électromagnétiques inexistantes à l’état naturel. Au cours du projet TeraMetaDiel (ANR, 2013-2016), nous avions exploité la possibilité de générer dans un diélectrique une perméabilité et une permittivité effective résonnante, le choix du matériau avait été le SrTiO3 (STO). On a mis à profit cette expérience lors du projet TeraCerNuT (MITI, 2020 et 2021) puis le projet DisPoNT (ASTRID, 2022-25) et le choix s’est alors porté sur le TiO2, matériau présentant une moindre absorption dans le THz. La micro-fabrication avec le rayonnement synchrotron, est particulièrement adaptée compte tenu des contraintes imposées (tolérance, précision de positionnement, géométrie). Des moules en PMMA obtenus par la technologie LIGA avec des résolutions micrométriques (Photo de gauche) permettent d’effectuer du micro-moulage à partir de céramique en poudre (IRCER). L’usinage ICP (Induced Coupled Plasma) de substrats en quartz, en collaboration avec TRT, ont servi à faire des essais de frittage de poudre par méthode SPS (Spark Plasma Sintering) et par frittage classique (IRCER).
 * L’intérêt des rayons X basse énergie (2-3,5 keV) gagnerait à se développer de manière importante mais ce domaine souffre à ce jour du manque de possibilités technologiques de sélectionner une énergie avec un flux de photons suffisant. En effet les réseaux VUV et les monocristaux (réflexion de Bragg) classiques sont inefficaces à ces énergies. La réalisation d’un réseau performant serait une première brique de base pour le développement dans ce domaine en particulier sur rayonnement synchrotron. Les deux difficultés majeures sont antinomiques : les dimensions du réseau dépendent des conditions d’éclairement (quelques cm sur rayonnement synchrotron) et les résolutions recherchées nécessitent des dimensionnements nanométriques des structures sur des champs millimétriques. De plus, la stabilité thermomécanique de ces optiques est également à prendre en considération, compte tenu des performances de mesure visées. Pour cette collaboration avec SOLEIL (P. Mercère) démarrée en 2018, l’idée était de lancer le développement d’un monochromateur constitué d’un réseau multicouches diffractif large bande sur la ligne METROLOGIE tout en pouvant avoir une application en lithographie X (duplication de masques…). Une série test de réseaux a été réalisée afin de voir les possibilités de pouvoir répondre à ces exigences par lithographie e-beam (collaboration TRT 2019 et 2020) suivi d’un test de croissance de cobalt par pulvérisation cathodique puis lift-off pour en vérifier la faisabilité (S. Collin). Suite à ces premiers résultats prometteurs pour un réseau à 2000 traits/mm avec du PMMA (Photo à gauche, zone de raccord de champ), nous avons décidé de pousser les limites de la lithographie électronique pour des réseaux avec des résolutions de 3000 et 4000 traits /mm sur des surfaces millimétriques.
* L’intérêt des rayons X basse énergie (2-3,5 keV) gagnerait à se développer de manière importante mais ce domaine souffre à ce jour du manque de possibilités technologiques de sélectionner une énergie avec un flux de photons suffisant. En effet les réseaux VUV et les monocristaux (réflexion de Bragg) classiques sont inefficaces à ces énergies. La réalisation d’un réseau performant serait une première brique de base pour le développement dans ce domaine en particulier sur rayonnement synchrotron. Les deux difficultés majeures sont antinomiques : les dimensions du réseau dépendent des conditions d’éclairement (quelques cm sur rayonnement synchrotron) et les résolutions recherchées nécessitent des dimensionnements nanométriques des structures sur des champs millimétriques. De plus, la stabilité thermomécanique de ces optiques est également à prendre en considération, compte tenu des performances de mesure visées. Pour cette collaboration avec SOLEIL (P. Mercère) démarrée en 2018, l’idée était de lancer le développement d’un monochromateur constitué d’un réseau multicouches diffractif large bande sur la ligne METROLOGIE tout en pouvant avoir une application en lithographie X (duplication de masques…). Une série test de réseaux a été réalisée afin de voir les possibilités de pouvoir répondre à ces exigences par lithographie e-beam (collaboration TRT 2019 et 2020) suivi d’un test de croissance de cobalt par pulvérisation cathodique puis lift-off pour en vérifier la faisabilité (S. Collin). Suite à ces premiers résultats prometteurs pour un réseau à 2000 traits/mm avec du PMMA (Photo à gauche, zone de raccord de champ), nous avons décidé de pousser les limites de la lithographie électronique pour des réseaux avec des résolutions de 3000 et 4000 traits /mm sur des surfaces millimétriques.

Procédés électrolytiques
— Responsable : F. Bouamrane
Les procédés électrolytiques permettent la croissance de matériaux sur des épaisseurs relativement importantes (quelques centaines de nm à plusieurs centaines de micromètres, >1mm). A cela se rajoute trois autres points d’intérêt des procédés électrolytiques par rapport aux méthodes de dépôt de matériaux plus classique dans le monde de la micro-électronique :
-Ils ne sont pas contraints par la nécessité de travailler sous un vide poussé, tout se passe en solution liquide dont la chimie est spécialement adaptée
-Les températures des process vont de la température ambiante jusqu’à quelques dizaines de dégrès Celsius (50-60°C)
-Les vitesses de croissance sont relativement importantes : de l’ordre de la dizaine de µm par heure, soit environ un ordre de grandeur plus élevées (parfois plus!) que les technique sous vide.
Par contre tous les matériaux ne sont pas possibles et la structuration des couches est systématiquement granulaire ce qui peut aussi restreindre leurs applications.
Pour résumer, ce sont donc des procédés complémentaires aux autres méthodes de dépôt sous vide que nous utilisons au laboratoire : ablation laser pulsé, évaporation et pulvérisation cathodique.
Plusieurs procédés électrolytiques sont disponibles au laboratoire, tout se passe en salle propre avec l’environnement qui lui est nécessaire (préparation, caractérisation : mesure et observation…) :
-un bain d’or sulfitique (moins contraignant que les bains cyanurés du point de vue sécurité). Il permet des croissances de quelques µm jusqu’à plusieurs dizaines de µm. Ce bain est essentiel pour la réalisation des masques LIGA, l’or étant un matériaux qui absorbe les rayons X issus d’un rayonnement synchrotron comme celui de SOLEIL. Ce bain est aussi utilisé dans des projets nécessitant la réalisation de structures RF (Q-PLANET), d’optiques pour les rayons X (grille Hartmann, Collaboration SOLEIL en cours, P. Mercère) et pour la chimie avec la fabrication de micro-electrodes.
-un bain de nickel, de type sulfamate. Il permet la croissance de couches épaisses jusqu’à plusieurs centaines de microns avec des contraintes internes très faibles, ce qui est essentiel pour la tenue mécanique des structures réalisées. Il est utilisé principalement pour la réalisation de structures millimétrique et centimétriques épaisses, mécaniquement stables mais ayant des structuration localement micrométriques : support d’alignement de fibre optique, pièces d’entrainement pour micro-moteurs (SILMACH/SOLEIL), structures optiques d’opodisation (projet SOLEIL/APC en cours)
-bain de cuivre, de type sulfate de cuivre acide. Il permet la croissance de couches épaisses jusqu’à plusieurs centaines de microns ayant des contraintes internes faibles, avec des vitesses de plusieurs dizaines de µm/h à température ambiante, présentant une faible rugosité et une excellente pureté chimique. Il a été utilisé principalement pour la réalisation de structures RF (ligne à retard pur Thales) et plus récemment pour la réalisation de contacts électriques dans la profondeur (Vias >400µm) dans des substrat d’AsGA pour la réalisation de VECSEL (collaboration avec le C2N, thèse A. Harouri, 2025).
